

聯系電話 
17852666629 |17852666629
山東重鑫致勝金屬制品有限公司
公司地址:山東省聊城市東昌府區許營鎮工業園
聯系17852666629
公司郵箱:694736884@qq.com
作者:無縫方管廠家 發布時間:2025-07-10 21:26:21點擊:662
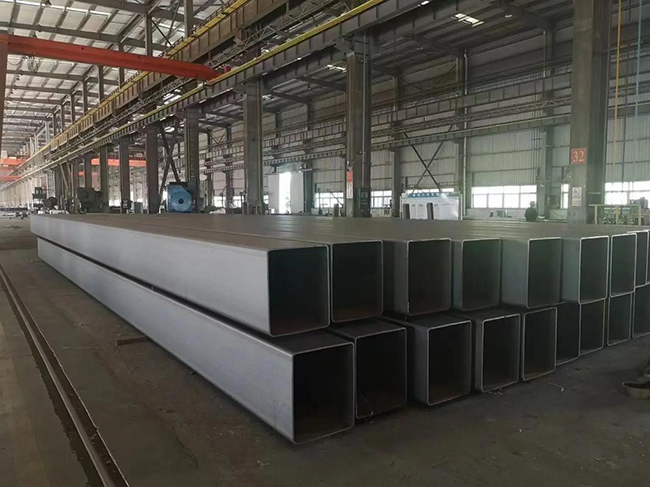
大口徑無縫方管作為現代工業重要基礎材料,其生產以高質量連鑄圓坯為起點,經多環節精密加工與嚴格質檢制成,憑借獨特幾何特征在建筑、機械、能源、軌道交通等領域廣泛應用,且隨著高強度鋼種應用、防腐技術進步及智能制造融合,其性能與應用邊界不斷拓展,未來新興領域發展對其工藝控制提出新要求。
大口徑無縫方管作為現代工業領域的重要基礎材料,其生產工藝與應用價值一直備受關注。這種特殊截面形狀的鋼管在保持傳統圓管力學性能優勢的同時,憑借其獨特的幾何特征,在建筑結構、機械制造、能源輸送等領域展現出不可替代的作用。本文將深入剖析大口徑無縫方管從原材料到成品的完整制造流程,并詳細解讀其在各工業領域的具體應用場景。
生產流程始于高質量的連鑄圓坯,這些經過嚴格成分控制的坯料在環形加熱爐中被均勻加熱至1200℃左右的軋制溫度。加熱過程中的溫控系統確保金屬內部組織均勻奧氏體化,為后續變形加工創造更佳條件。熱軋環節采用先進的二輥斜軋穿孔機,在巨大的徑向壓力與軸向頂推力共同作用下,實心坯料被加工成帶有曼內斯曼效應的毛管。這一過程中金屬流動的均勻性直接關系到成品管的壁厚精度,因此現代生產線普遍配備在線測厚儀實時監控壁厚偏差。隨后的連軋工序通過多機架交替布置的軋輥組對毛管進行連續減徑定壁,各機架間設有張力調節裝置以保證軋制穩定性。特別值得注意的是,大口徑方管的成型采用分階段漸進式變形工藝,先通過圓變橢圓、橢圓變方的過渡孔型完成初步輪廓成型,再經精軋機組的精密校準獲得最終截面尺寸。這種分段變形策略能有效降低角部應力集中,避免傳統直接成型法容易產生的邊部裂紋缺陷。

定徑后的管坯進入步進式冷床進行控制冷卻,冷卻速率根據鋼種特性調節。對于低合金高強度鋼種,通常采用風霧混合冷卻方式以獲得理想的貝氏體組織。精整工序包含多道關鍵質量控制點:旋轉矯直機消除管體彎曲度,其矯直輥采用特殊拋物線型線設計;渦流探傷與超聲波探傷雙系統并行檢測,可識別0.3mm以上的縱向或橫向缺陷;端面加工采用數控銑床保證切口垂直度誤差不超過0.5°。成品檢驗環節除了常規的尺寸測量、硬度測試外,還需抽樣進行擴口試驗、壓扁試驗等型式檢驗,確保產品滿足GB/T 17396-2009標準要求。

在應用領域方面,大口徑無縫方管憑借其出色的抗彎截面模量和空間利用率,成為大跨度建筑結構的材料。體育場館的網格穹頂、機場航站樓的雨棚結構中,規格達400×400mm以上的無縫方管能有效降低結構自重,其閉口截面的抗扭性能相比開口型材提升近40%。機械制造領域特別青睞其的幾何尺寸,在自動化生產線輸送機構、重型機床導軌支架等場合,無縫方管經精密加工后可直接作為功能部件使用。能源行業則看重其無縫結構的可靠性,在頁巖氣開采的壓裂設備中,大口徑無縫方管制作的流體控制閥體能承受超過100MPa的脈沖壓力。軌道交通領域的新趨勢是采用冷彎成型無縫方管制造轉向架構架,這種設計相比傳統焊接結構疲勞壽命提升約3倍。

值得關注的是,隨著Q690D等高強度鋼種在無縫方管生產中的應用,產品單位重量承載能力顯著提升。某深海鉆井平臺項目采用壁厚優化設計的無縫方管立柱,在同等載荷條件下較傳統方案減重27%。防腐技術的進步也拓展了其應用邊界,通過內壁噴鋁處理與外部三層PE防腐的復合防護體系,使產品在沿海高鹽霧環境下的服役壽命延長至25年以上。當前技術前沿聚焦于智能制造的深度融合,部分領先企業已實現基于數字孿生技術的全流程參數優化,使大口徑無縫方管的成材率穩定在93%以上水平。未來隨著清潔能源裝備、模塊化建筑等新興領域的發展,對高性能無縫方管的需求將持續增長,這要求生產企業不斷優化工藝控制,在材料純凈度、尺寸精度和表面質量等方面實現新的突破。
 客服1
客服1  客服2
客服2